


在人们的印象中,铸造是一个集“苦、脏、热、累、险”于一体的工作,但它却是汽车工业发展的根基。1953年7月,中国汽车制造厂在长春开工,作为汽车工业的首道工序,一汽铸造车间就是在那时诞生的。60年来,一批批铸造工将青春送给了滚烫的熔炉。铸造依靠火与力,作业环境的艰苦自然不用说。车间里常年烟尘滚滚,靠近熔炉便会汗流如注。马达轰鸣,钢花飞舞,铁水奔流,砂浪翻腾……炉内是1300多摄氏度的铁水,车间温度也在40摄氏度以上。长时间在炉火旁工作,工人的脸都被烤得起皮。车间里烟尘大,一年四季都要戴上厚厚的口罩。清理工位 辛苦,工作时要戴着防毒面罩加以防护,一上午就变成个“泥人”。
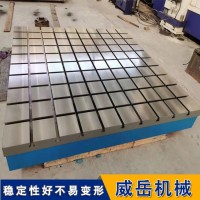
正因为有这些伟大铸造人默默的付出才能生产出一批批的好产品,才能造就铸铁T型槽地轨厂家辉煌长存。河北威岳有着三十几年的历史,在经历了无数风雨仍能不忘初心,诚信取天下,用品质说话。那么那些一根根坚固承载大型机械设备的地轨究竟是怎么达到这些硬度要求的,其中重要的一环就是地轨的失效处理。
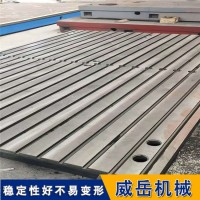
T型槽铸铁地轨是要经过时效处理的,每个量具都是要经过时效处理加工的,时效处理地轨铸件的温度影响有哪些呢?
T型槽铸铁地轨时效处理的 佳温度是:地轨的冷时间温度影响铸铁T型槽地轨的材质性能。一般地轨人工退火在回火窑经过600-700度的高温退火时效处理。
自然时效:按照国标应该是在2-3年的自然时效处理,由于此工序时间太长,企业受资金影响已不 可能等待那么长时间,多以激振器通过振动时效代替,虽然这种工艺的效果尚未明确,但在国际上早已普遍的使用。
球墨铸铁、可段铸铁、耐磨铸铁、耐蚀铸铁、及耐热铸铁等,由于它们的铸造性能比一般的灰铁差,因此确定这类铸件在型内冷的时间时,须充分考虑其铸造性能。
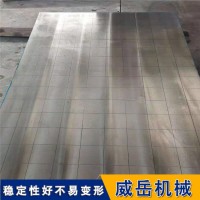
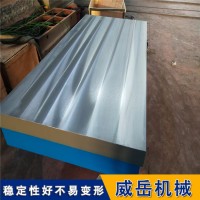
铸铁T型槽地轨铸件力学性能:抗拉强度≥250N/mm2硬度:HB=190-240
铸铁地轨加工精度:上表面的不平度不能大于0.3mm;上下表面的不平度不能大于1.0mm;直线度在全长内部大于8m。
河北威岳机械有限公司http://www.chinaweiyue.com/咨询13231713280所有员工向在如此高温环境下,长年累月工作的铸造工人致敬。你们辛苦了。
以上就是关于伟大铸造人的付出 造就铸铁T型槽地轨厂家辉煌长存全部的内容,关注我们,带您了解更多相关内容。